EXPERT TIP #30 – THE IMPORTANCE OF DIELECTRIC COATINGS ON PIPELINES
The Role of Dielectric Coatings
Dielectric coatings play a crucial role in protecting buried pipelines from various forms of corrosion and degradation. Due to their exposure to soil, moisture and other environmental factors, metallic pipelines are susceptible to corrosion. Dielectric coatings help address these concerns and offer important benefits:
- Corrosion Prevention: Coatings are the first line of defense against corrosion. Their primary function is to create a barrier between the metal surface of the pipeline and the surrounding soil. Soil contains various corrosive agents, such as moisture, salts and minerals, which can accelerate the corrosion process. Coatings prevent the contact of those agents with the pipeline, thereby preventing corrosion.
- Insulation Properties: Dielectric coatings provide electrical insulation, as the coating is a barrier between the soil and the pipeline. Dielectric coatings help prevent the flow of electrical currents between the pipeline and the surrounding soil, reducing the risk of various forms of corrosion, i.e., differential electrical potentials, stray ground currents from neighboring cathodic protection systems or electric rail systems.
- Chemical Resistance: Dielectric coatings are typically resistant to a wide range of chemicals, including acids, alkalis and other substances that may be present in the soil. This chemical resistance will shield the pipeline from any ill effects from these chemicals.
- Durability: Properly applied dielectric coatings can offer long-term service. They are designed to withstand harsh environmental conditions, i.e., temperature fluctuations and mechanical stresses.
The Importance of Coatings
The importance of dielectric coatings on buried pipelines cannot be overstated. Modern coatings provide essential protection against corrosion, extend the operational life of pipelines and reduce maintenance costs. Proper selection and application of a coating system can enhance the long-term integrity, reliability and safety of buried pipelines.
In theory, a pipeline with a 100% effective coating would provide total isolation of the pipeline from the soil, which would result in zero corrosion. However, this is unrealistic due to the inevitable nicks, scratches (called coating holidays) and possibly less than perfectly coated field joints. And all coating will deteriorate over time which is why a Cathodic Protection (CP) system is typically specified to compensate for a “less than perfect coating” and protect the bare surfaces of the pipeline.
Designing a CP System with Coating
The basis of design for any CP system requires, among other factors, knowledge or a competent estimate of the quality of the coating. In other words, understanding how well the coating is performing and how much bare steel will be exposed to the soil. The CP system designer should collect all available information on the coating system to estimate its efficiency. This is a major factor in calculating the amount of CP current needed to properly protect the pipeline.
Often, the CP designer will be required to consult with others to obtain an assessment of the quality of pipeline coating. This is where the CP design can go amiss.
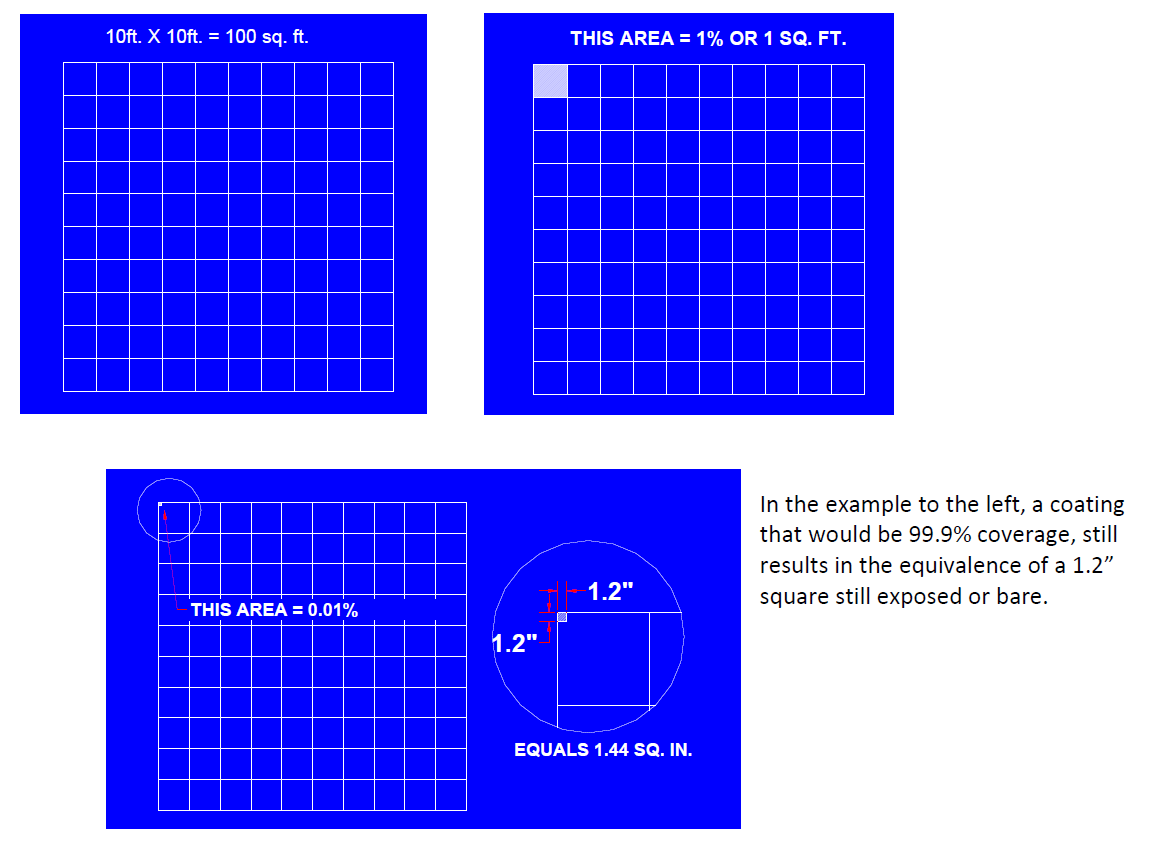
As an example, consider a 99% efficient coating. Most people might agree that a 99% efficient coating application would be a relatively good effort. However, consider a requirement or specification to coat a structure that is ten feet by ten feet square, or one hundred total square feet. A 99% efficient coating would mean that one full square foot of surface area was missed and is still bare. This is not acceptable and would be very poor for a new coating system.
Coating Efficiency
The coating efficiency of the new generation of fusion bonded epoxy (FBE) coatings used on most new pipeline installations can provide very impressive coating efficiencies. It is our experience that through empirical testing, FBE coatings consistently provide efficiencies higher than 99.9%. FBE coatings provide greater long-term stability and performance, which is far superior to older coating types, such as "coal tar" type coatings that had a much lower dielectric strength and would degrade more quickly over time.
No matter the coating type, it is important that prior to backfilling, the entire pipeline is checked for coating imperfections (called holidays) with a high-voltage holiday detector. Conducting this testing and repairing any holidays will help to ensure a much better performance from the designed CP system.
Besides coating efficiency, all coatings have a "dielectric strength," which varies with coating type. This is the ability of the coating to function as an electrical insulator or barrier between the pipeline and the soil. Despite a perfect or 100% efficient coating, a minute amount of CP current can pass through the coating and affect the actual current requirement and the system design life.
Conducting a Current Requirement Test on an Installed Pipeline Is Important
Regardless of the coating type or estimated coating efficiency, if the pipeline is already installed, conducting a cathodic protection “current requirement” test is an ideal way to determine the actual magnitude of CP current required to protect the pipeline.
A current requirement test consists of setting up a temporary CP system using a portable DC power supply and a temporary anode. A temporary anode can be any buried metal structure, such as a driven rod, chain link or other metal fence, an abandoned pipeline or a well casing - it is critical that the temporary anode be an electrically isolated structure. With the temporary anode and isolated anode selected, the test methodology is the application of a known magnitude of DC current on the pipeline while measuring the pipe-to-soil potential shift. As with all CP testing, the current requirement test and evaluation should be performed by a qualified corrosion professional.




